PET Material Processing: Drying, Melt Behaviour & Acetaldehyde Control
The quality of a PET preform is determined long before the first shot. Proper drying, controlled melt temperatures, minimised residence time, and well-managed gate shear are the four foundations of consistent, high-quality preform production. This is Part 2 of our PET materials series.
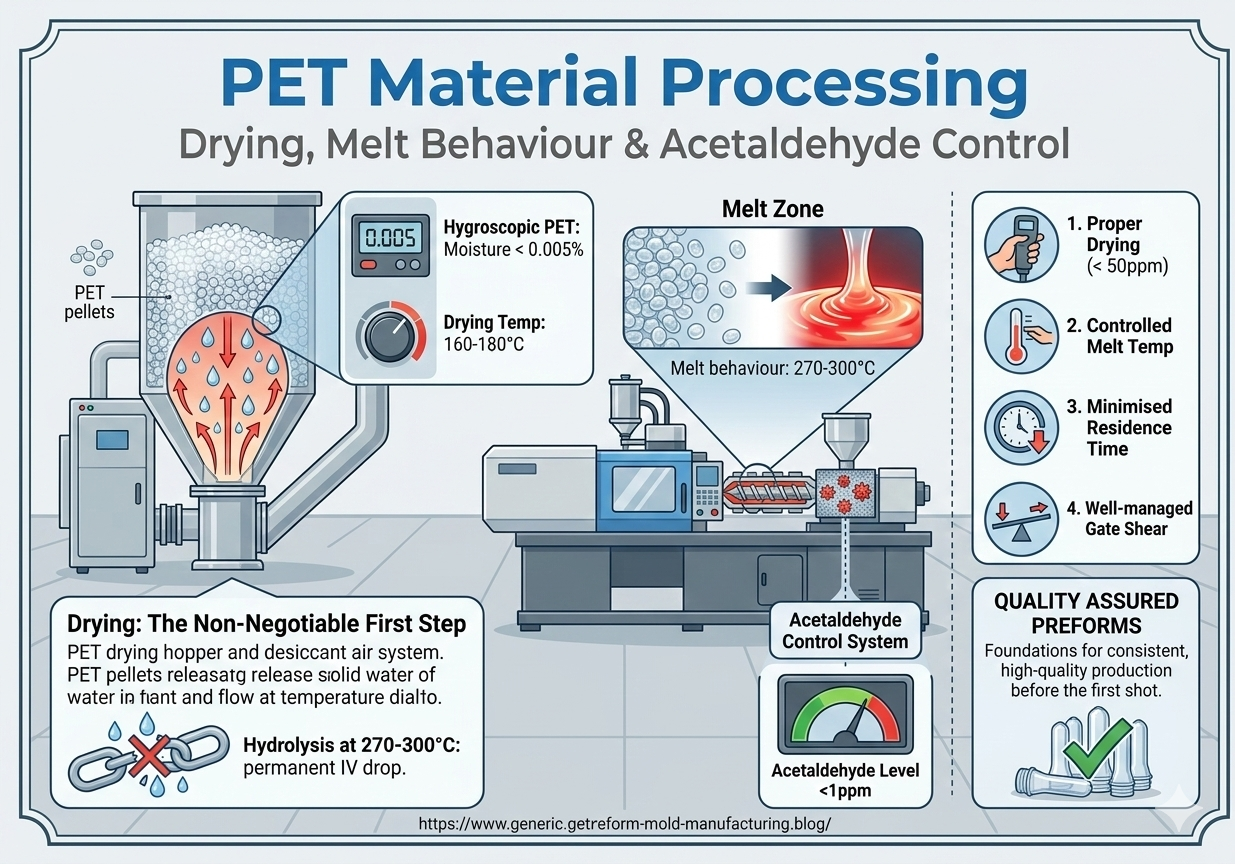
1. Drying: The Non-Negotiable First Step
PET is hygroscopic — it absorbs moisture from the air. At processing temperatures of 270–300°C, this moisture reacts with ester linkages (hydrolysis), breaking polymer chains and permanently reducing IV. The consequences are visible as splay, haze, bubbles, and reduced bottle strength.
Target moisture content before processing: less than 40 ppm (0.004%)
| Drying Parameter | Specification | Why It Matters |
|---|---|---|
| Target moisture | < 40 ppm (0.004%) | Above this: hydrolysis and IV drop occur |
| Drying temperature | 160–175°C | Below 160°C: slow. Above 180°C: agglomeration risk |
| Minimum drying time | 4–6 hours | Time for moisture to diffuse out through pellet wall |
| Drying air dew point | −40°C or lower | Wet air can re-introduce moisture to the bed |
| Dryer type | Dehumidifying (desiccant) | Standard hot-air dryers cannot achieve required dew point |
| Max residence time | 6–8 hours | Over-dried PET yellows and can increase in viscosity |
2. Melt Temperature and IV Drop
IV drop is permanent. Every degree above necessary processing temperature and every extra second in the melt phase contributes to chain degradation. A well-controlled process limits IV drop to 0.01–0.02 dL/g. Poor process can lose 0.05+ dL/g per cycle.
3. The Processing Sequence — Step by Step
Dry
Desiccant dryer
160–175°C
4–6 hrs
< 40 ppm
Melt
Screw + barrel
270–290°C
Low back pressure
2.0–2.5:1 CR
Inject
Through hot runner
Balanced manifold
Valve gate control
Fill speed profile
Pack & Cool
Pack pressure
Cooling 6–12°C
Turbulent flow
Re > 4000
Eject
Post-mould cooling
Cooling tubes
Robot take-out
Dimensionally stable
4. AA Specification by Application
| Application | Preform AA Spec | Sensitivity | Notes |
|---|---|---|---|
| Still mineral water | < 1.0 ppm | Extreme | No flavour masking; valve gate + Ti catalyst required |
| Sparkling / CSD | < 3.0 ppm | High | Carbonation partially masks taste threshold |
| Hot-fill juice / tea | < 5.0 ppm | Medium | Strong flavour provides masking buffer |
| Edible oil | < 8–10 ppm | Low | Not taste-sensitive at these levels |
| Pharmaceutical | Per regulatory spec | Compliance | FDA 21 CFR / EFSA requirements apply |
Processing Excellence Starts with the Right Mould Design
Hexamech builds mould systems where hot runner volume, gate geometry, and cooling circuits are all designed to support your processing targets — not fight them.
Talk to Our Engineering Team